


જો તમને ઉત્પાદન પ્રક્રિયા દરમિયાન પેલેટ મિલના સાધનોમાંથી અવાજમાં અચાનક વધારો દેખાય, તો તમારે તાત્કાલિક ધ્યાન આપવાની જરૂર છે, કારણ કે આ ઓપરેટિંગ પદ્ધતિઓ અથવા સાધનોના આંતરિક કારણોને કારણે થઈ શકે છે. અનુગામી સામાન્ય ઉત્પાદનને અસર ન થાય તે માટે સંભવિત સમસ્યાઓને તાત્કાલિક દૂર કરવી જરૂરી છે.

પેલેટ મિલના ઊંચા અવાજમાં ફાળો આપતા ઘણા પરિબળો છે, જેની તુલના કરી શકાય છે અને તેને સંબોધિત કરી શકાય છે.
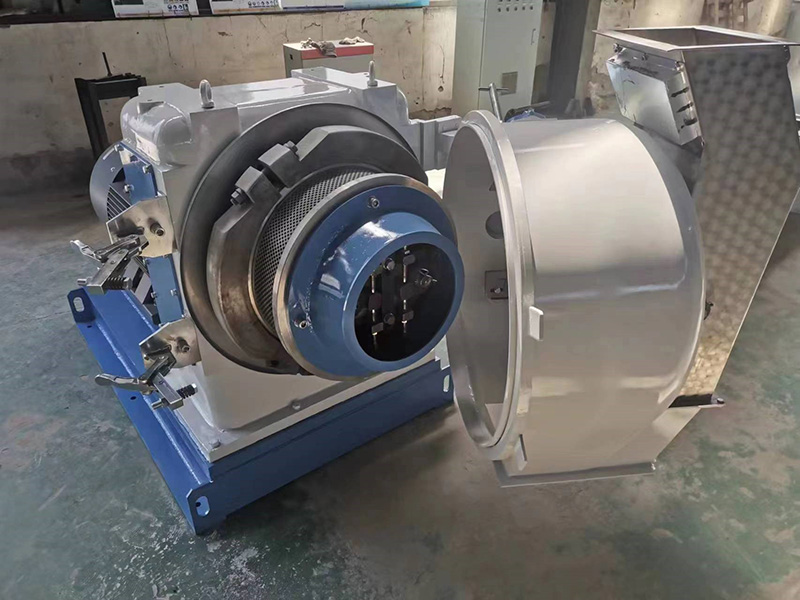
1. રીંગ મોલ્ડ બ્લોકેજ, ગોળાકારતાથી, ફક્ત આંશિક ડિસ્ચાર્જ; પ્રેશર રોલર રીંગ મોલ્ડ વચ્ચેનું અંતર ખૂબ નાનું અથવા ક્ષતિગ્રસ્ત છે, જે તેને ફરતું અટકાવે છે. (રીંગ મોલ્ડ તપાસો અથવા બદલો, પ્રેશર રોલર્સ વચ્ચેનું અંતર સમાયોજિત કરો).
2. બેરિંગમાં સમસ્યા છે અને સાધન યોગ્ય રીતે ચાલી રહ્યું નથી, જેના પરિણામે ઓપરેટિંગ કરંટ વધારે છે. (બેરિંગ બદલી રહ્યા છીએ)
૩. કપલિંગ અસંતુલિત છે અને ડાબી અને જમણી ઊંચાઈમાં વિચલન છે, જેના કારણે ગિયર શાફ્ટ ઓઇલ સીલને નુકસાન થવું સરળ બને છે. (બેલેન્સ કરેક્શન કપલિંગ)
૪. મોડ્યુલેટરના ડિસ્ચાર્જ પોર્ટના અસમાન ડિસ્ચાર્જને કારણે પેલેટ મિલમાં કરંટ વધઘટ વધે છે. (મોડ્યુલેટર બ્લેડને સમાયોજિત કરો અને સામગ્રીને સમાન રીતે ડિસ્ચાર્જ કરો)
૫. સ્પિન્ડલ ઢીલો છે, જેના કારણે ઉત્પાદન પ્રક્રિયા આગળ-પાછળ ખસે છે, જેના પરિણામે પ્રેશર રોલર નોંધપાત્ર રીતે ઝૂલે છે અને ગ્રાન્યુલેશન દરમિયાન નોંધપાત્ર અવાજ થાય છે. (સ્પિન્ડલને કડક કરો)
૬. નવા રિંગ મોલ્ડિંગ રોલરનો ઉપયોગ કરતા પહેલા, તેને ગ્રાઉન્ડ અને પોલિશ કરવું જરૂરી છે. (હળવા-ગુણવત્તાવાળા રિંગ મોલ્ડને દૂર કરો)
૭. મોટા અને નાના ગિયર્સ ઘસાઈ જવાથી અથવા ગિયર્સ બદલવાથી પણ અવાજ વધી શકે છે. (થોડા સમય માટે ચાલુ રાખવાની જરૂર છે)
8. ટેમ્પરિંગ સમય અને તાપમાનને વૈજ્ઞાનિક રીતે નિયંત્રિત કરો. ખૂબ સૂકા અથવા ખૂબ ભીના પદાર્થો અસામાન્ય દાણાદારીનું કારણ બની શકે છે.
9. પેલેટ મિલની ચેસિસ અને સ્ટીલ ફ્રેમ સ્ટ્રક્ચર મજબૂત નથી અને વાઇબ્રેશન માટે સંવેદનશીલ છે. (સ્ટ્રક્ચરને મજબૂત બનાવો અને ઉચ્ચ-ગુણવત્તાવાળા ગ્રાન્યુલેશન સાધનો પસંદ કરો)
૧૦. મોડ્યુલેટરની પૂંછડી સુરક્ષિત રીતે નિશ્ચિત કે ઢીલી નથી. (મજબૂતીકરણ તપાસો)
પોસ્ટ સમય: ડિસેમ્બર-04-2023








